
之前,我们讨论了整体设备效率(OEE),它是制造业理解、测量和改善当前绩效的最常用指标。OEE可以帮助你识别潜在的损失,了解你的流程在哪些方面存在不足。 但有些时候我们对OEE的定义并不清晰,为了减少混淆,澄清概念。我们将探讨另外两个重要的相关指标,以帮助完善你的持续改进战略:整体运营效率(OOE)和总有效设备性能(TEEP)。
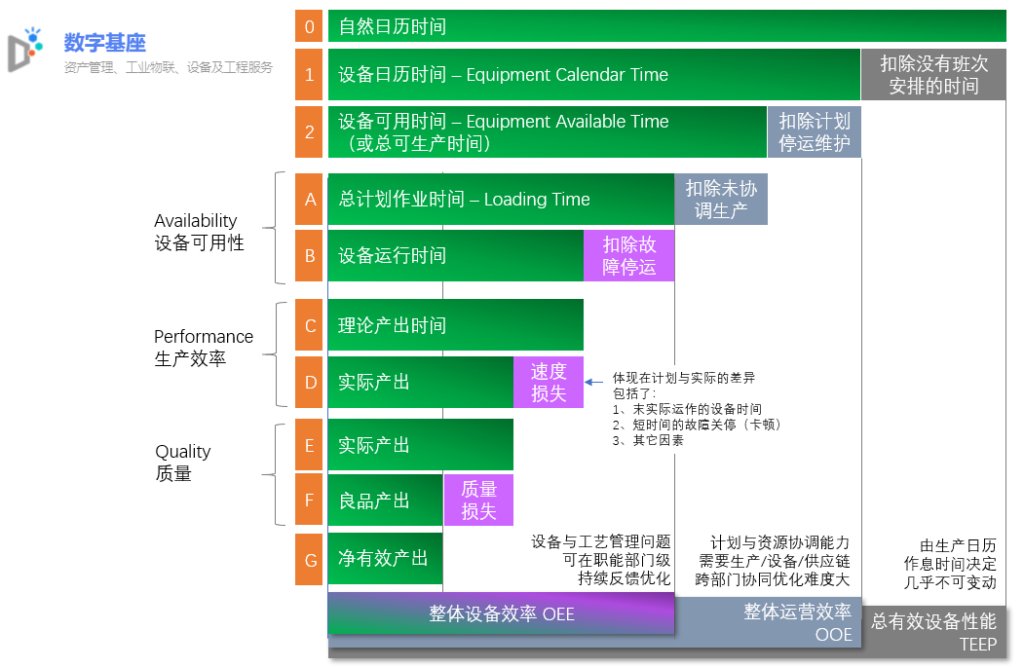
这三个指标都是在描述不同的“可用性”。 就其核心而言,这些指标的目标是确定理论产出与实际产出。 管理中决定使用哪个指标,实际上取决于你如何看待“理论产出”。比如:你的生产是否应该以7*24小时为基础?或者,你应该只看你安排好的轮班时间?或者,你只想看看你实际下达的生产计划时间?
换句话说,这三种计算方法之间唯一变化的变量是你定义的机器运行的最大时间(理论可运行时间)。 OEE、OOE和TEEP都将可用性、效率和质量考虑在内。 下面是对OOE和TEEP的计算方法的更详细的介绍。
总有效设备性能(TEEP:Total Effective Equipment Performance )
总有效设备性能(TEEP)认为最大时间是所有可用时间–即一年365天,24小时。TEEP反映出的是总可挖掘的潜力。虽然里面有相当一部分潜力很难进行再提升。
TEEP=性能x质量x可用性(其中可用性=实际生产时间/所有时间)。
整体运营效率(OOE Overall Operations Effectiveness)
整体运营效率(OOE)考虑到了非计划时间,将总运营时间(工人上班开展生产活动的时间)视为最大时间。这里的损失主要时,在工作时间内对设备进行计划关停维护、大修、技改,以及因为内外部资源协调问题对实际生产计划的紧凑性。
OOE = 性能x质量x可用性(其中可用性=实际生产时间/操作时间)
OEE的提升不是单个部门内可以完成的,需要跨部门(如生产与设备部)的、长期的协同优化才可以提升。
整体设备效率(OEE Overall Equipment Effectiveness)
整体设备效率(OEE)只考虑计划时间。它是指下达了“理论上的生产计划”,但没有实际完成的偏差。是一种对理论执行力的绩效评测。
OEE = 性能x质量x可用性(其中可用性=实际生产时间/计划时间)


